激光錫焊
激光錫焊中焊接強(qiáng)度不足是什么原因?怎么解決?
激光錫焊中,可能會(huì)遇到焊接強(qiáng)度不高的問(wèn)題,如果出現(xiàn)了焊接強(qiáng)度不高,應(yīng)該要怎么調(diào)整呢。松盛光電來(lái)給大家介紹激光錫焊焊接強(qiáng)度的因素是由什么因素引起的,只有了解產(chǎn)生的原因。才能針對(duì)性的進(jìn)行處理,來(lái)了解一下吧。
影響激光錫焊焊接強(qiáng)度的因素
焊接材料特性
錫料成分:不同成分的錫料其熔點(diǎn)、潤(rùn)濕性和機(jī)械性能不同。例如,錫 - 銀 - 銅(SAC)合金是常用的錫焊材料,其中銀和銅的添加可以提高焊點(diǎn)的機(jī)械強(qiáng)度。銀的含量較高時(shí),能增強(qiáng)焊點(diǎn)的抗剪切強(qiáng)度,因?yàn)殂y可以細(xì)化晶粒結(jié)構(gòu),使焊點(diǎn)更加致密。而含鉍的低溫錫料雖然熔點(diǎn)較低,便于焊接,但由于鉍的加入會(huì)使焊點(diǎn)的強(qiáng)度相對(duì)較弱,在一些對(duì)強(qiáng)度要求較高的應(yīng)用場(chǎng)景下可能不太合適。
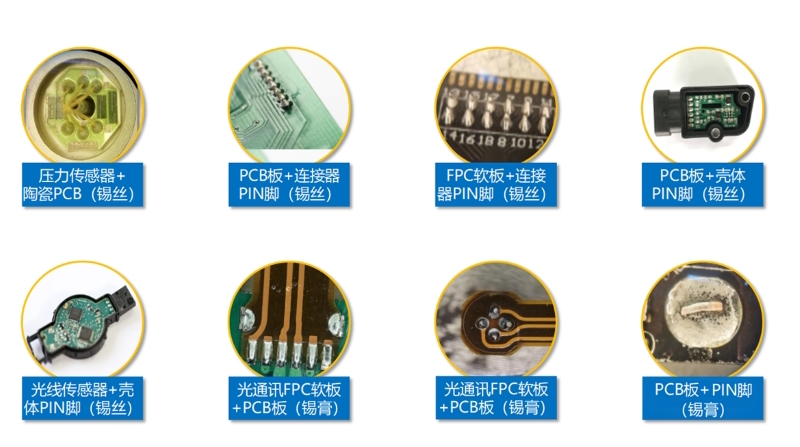
工件材料:工件材料的種類和表面性質(zhì)也會(huì)影響焊接強(qiáng)度。如果工件是銅材,由于銅的良好導(dǎo)熱性和可焊性,與錫料能夠形成較好的冶金結(jié)合,焊接強(qiáng)度較高。但如果是鋁材料,其表面容易形成氧化膜,這會(huì)阻礙錫料與鋁的良好接觸,降低焊接強(qiáng)度。在焊接塑料制品時(shí),需要使用特殊的錫料或表面處理方法,因?yàn)樗芰系臒岱€(wěn)定性和與錫料的結(jié)合能力與金屬材料有很大差異。
焊接工藝參數(shù)
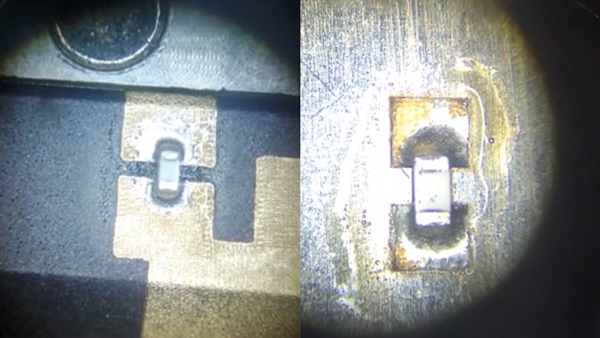
激光功率:合適的激光功率是保證焊接強(qiáng)度的關(guān)鍵。功率過(guò)低,錫料不能充分熔化和與工件材料擴(kuò)散,會(huì)導(dǎo)致焊接強(qiáng)度不足。例如,在焊接電子元器件引腳時(shí),如果激光功率不足以使錫料完全熔化并填充引腳與電路板之間的間隙,就會(huì)產(chǎn)生虛焊,焊接強(qiáng)度極低。相反,功率過(guò)高可能會(huì)使錫料過(guò)度熔化、飛濺,甚至損壞工件,也會(huì)影響焊接強(qiáng)度。
脈沖寬度和頻率:脈沖寬度決定了錫料在每個(gè)激光脈沖下的熔化時(shí)間。較長(zhǎng)的脈沖寬度可以使錫料更充分地熔化,但如果過(guò)長(zhǎng)可能會(huì)導(dǎo)致錫料過(guò)度流動(dòng),影響焊點(diǎn)的形狀和強(qiáng)度。頻率則影響焊接速度和錫料的凝固過(guò)程。如果頻率過(guò)高,錫料可能來(lái)不及凝固就受到下一個(gè)脈沖的影響,使焊點(diǎn)內(nèi)部結(jié)構(gòu)紊亂,降低焊接強(qiáng)度。
焊接速度:焊接速度過(guò)快,錫料與工件之間的冶金反應(yīng)不充分,會(huì)使焊接強(qiáng)度降低。例如,在激光錫焊生產(chǎn)線中,當(dāng)焊接速度超過(guò)一定限度時(shí),錫料在工件表面只是短暫受熱,無(wú)法形成足夠厚度的結(jié)合層,導(dǎo)致焊點(diǎn)的抗拉伸和抗剪切強(qiáng)度都不足。
焊接界面狀態(tài)
表面清潔度:工件表面的油污、灰塵和氧化層等雜質(zhì)會(huì)嚴(yán)重影響焊接強(qiáng)度。例如,在焊接金屬工件時(shí),表面的氧化層會(huì)阻止錫料與金屬的直接接觸,使焊點(diǎn)無(wú)法形成良好的冶金結(jié)合,導(dǎo)致焊接強(qiáng)度大大降低。即使有部分錫料附著在表面,也很容易在受到外力時(shí)脫落。
潤(rùn)濕性:錫料對(duì)工件表面的潤(rùn)濕性直接關(guān)系到焊接強(qiáng)度。良好的潤(rùn)濕性意味著錫料能夠在工件表面鋪展,形成良好的接觸角,有利于形成牢固的冶金結(jié)合。如果潤(rùn)濕性差,錫料會(huì)在工件表面形成球狀,無(wú)法有效填充間隙和與工件融合,從而降低焊接強(qiáng)度。
提高激光錫焊焊接強(qiáng)度的方法
選擇合適的焊接材料
根據(jù)具體的焊接應(yīng)用場(chǎng)景和對(duì)強(qiáng)度的要求,選擇合適的錫料。對(duì)于需要高機(jī)械強(qiáng)度的電子產(chǎn)品焊接,如服務(wù)器主板等,推薦使用高銀含量的 SAC 合金錫料,如 SAC305(錫 - 3.0% 銀 - 0.5% 銅)。在焊接一些對(duì)溫度敏感的元器件時(shí),可以選擇低溫錫料,但要考慮其強(qiáng)度相對(duì)較低的特點(diǎn),可能需要在設(shè)計(jì)上采取一些加固措施。
對(duì)于工件材料,如果是難焊接的材料,如鋁或某些陶瓷材料,可以采用特殊的表面處理方法。例如,對(duì)鋁材料進(jìn)行化學(xué)鍍鎳處理,提高其與錫料的可焊性,從而增強(qiáng)焊接強(qiáng)度。
優(yōu)化焊接工藝參數(shù)
通過(guò)實(shí)驗(yàn)確定最佳的激光功率、脈沖寬度、頻率和焊接速度組合。例如,在焊接小型電子元件時(shí),可以先固定脈沖寬度為 3ms、頻率為 5Hz,然后調(diào)整激光功率從 3W 開始逐步增加,同時(shí)調(diào)整焊接速度從 5mm/s 開始變化,觀察焊點(diǎn)的外觀和強(qiáng)度測(cè)試結(jié)果,找到使焊接強(qiáng)度最高的參數(shù)組合。一般來(lái)說(shuō),在保證錫料充分熔化和良好填充的前提下,適當(dāng)降低焊接速度和提高功率可以提高焊接強(qiáng)度。
采用激光功率閉環(huán)控制系統(tǒng),實(shí)時(shí)監(jiān)測(cè)錫料的熔化狀態(tài)并調(diào)整功率,確保焊接過(guò)程的穩(wěn)定性,從而提高焊接強(qiáng)度。例如,通過(guò)檢測(cè)錫料反射的激光光強(qiáng)或溫度來(lái)判斷熔化程度,根據(jù)反饋信息及時(shí)調(diào)整功率,使錫料始終處于最佳熔化狀態(tài)。
2.jpg)
改善焊接界面狀態(tài)
焊接前對(duì)工件表面進(jìn)行嚴(yán)格的清潔處理。可以采用化學(xué)清洗(如酸洗、堿洗)、物理清洗(如超聲波清洗、機(jī)械打磨)等多種方法相結(jié)合。例如,對(duì)于金屬工件,先使用酸性溶液去除氧化層,然后用超聲波清洗設(shè)備去除表面的殘留雜質(zhì)和微小顆粒,最后用清水沖洗并干燥,確保工件表面清潔、光亮,有利于提高焊接強(qiáng)度。
可以使用助焊劑來(lái)改善錫料的潤(rùn)濕性。助焊劑能夠去除工件表面的氧化膜,降低錫料的表面張力,使錫料更好地在工件表面鋪展。在焊接電子元器件時(shí),選擇合適的免清洗助焊劑,既能提高焊接強(qiáng)度,又不會(huì)在焊接后留下過(guò)多的殘留物影響產(chǎn)品性能。
激光錫焊焊點(diǎn)不牢固的問(wèn)題,可以通過(guò)調(diào)整激光參數(shù)和工藝來(lái)解決。松盛光電從事激光錫焊行業(yè)十多年,給合作伙伴提供全套的激光錫焊解決方案,幫助合作伙伴創(chuàng)作更大的價(jià)值。


