激光焊錫的工藝參數有哪些 有什么影響
激光焊錫的工藝參數對于焊接質量有著至關重要的影響,不同的工藝影響也不盡相同,激光功率、激光波長、焊接時間、光斑大小、焊接速度等都對焊接質量有著決定性的影響,那么這些參數是如何影響錫焊的呢,詳細來了解一下吧。

激光功率
定義:激光功率是指激光束輸出的能量強度,單位通常為瓦特(W)。它決定了焊接過程中的加熱速度和溫度峰值。
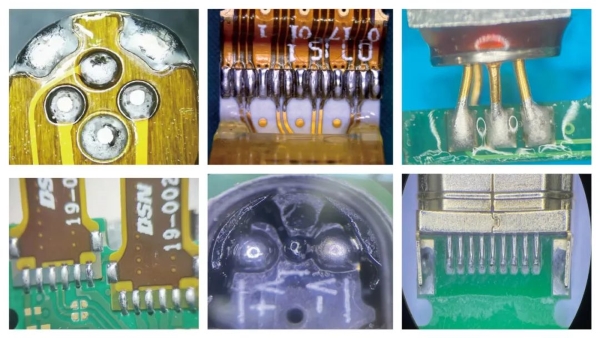
影響:功率過低會導致焊錫無法充分熔化,造成虛焊等缺陷;功率過高則可能使焊錫過度熔化、飛濺,甚至損壞焊接部件。例如,在焊接微小的電子元件引腳時,功率一般設置在幾瓦到幾十瓦之間,以避免元件因過熱而損壞。
焊接時間
定義:焊接時間是指激光作用于焊接部位,使焊錫從固態轉變為液態并完成焊接的持續時間,通常以毫秒(ms)為單位。
影響:時間過短,焊錫不能充分熔化和流動,無法形成良好的焊點;時間過長,會使焊錫長時間處于高溫狀態,增加氧化和飛濺的風險,同時也會降低生產效率。比如,對于一些小型的電子焊點,焊接時間可能在幾十毫秒到幾百毫秒之間。
光斑尺寸
定義:光斑尺寸是指激光束在焊接表面聚焦后形成的光斑的直徑大小,單位為毫米(mm)或微米(μm)。
影響:光斑尺寸影響著能量密度的分布。較小的光斑尺寸意味著更高的能量密度,能夠實現更精細的焊接,但對對準精度要求更高;較大的光斑尺寸能量密度較低,適合大面積的焊錫熔化,但可能會對周圍區域產生不必要的熱影響。例如,在焊接精細間距的集成電路引腳時,可能需要光斑尺寸在幾十微米左右。
激光波長
定義:激光波長是指激光光束的波長,不同的激光類型有不同的波長。例如,常見的半導體激光器波長在近紅外區域,如 976nm 或 980nm。
影響:激光波長決定了激光與焊錫材料以及被焊接材料之間的相互作用。不同的材料對不同波長的激光吸收和反射特性不同。選擇合適的激光波長可以提高焊接效率和質量。例如,對于某些對特定波長吸收較好的焊錫合金,使用相應波長的激光可以更有效地熔化焊錫。
焊接速度
定義:焊接速度是指激光焊接頭相對于焊接工件的移動速度,單位通常為毫米 / 秒(mm/s)或米 / 分鐘(m/min)。
影響:焊接速度與焊接時間密切相關。速度過快,激光作用時間短,焊錫不能充分熔化;速度過慢,會使焊錫過熱,同時也會影響生產效率。在實際生產中,需要根據焊接要求和材料特性來調整焊接速度,如在批量生產印制電路板(PCB)時,焊接速度可能根據焊點間距和大小等因素在幾毫米 / 秒到幾十毫米 / 秒之間調整。
錫料的類型和尺寸(針對錫絲、錫球等)
定義:錫料類型包括錫鉛合金、無鉛錫合金等,尺寸則是指錫絲的直徑或錫球的大小。
影響:不同類型的錫料有不同的熔點、流動性和潤濕性。例如,無鉛錫合金的熔點通常比錫鉛合金高,在設置激光功率和焊接時間時需要考慮這一因素。錫絲或錫球的尺寸也會影響熔化所需的能量和時間,較粗的錫絲或較大的錫球需要更多的能量來熔化。
保護氣體的類型和流量(如果使用)
定義:保護氣體用于防止焊接過程中焊錫和焊接部位氧化,常見的保護氣體有氮氣(N?)、氬氣(Ar)等,流量單位為升 / 分鐘(L/min)。
影響:合適的保護氣體和流量可以有效減少氧化,提高焊點的質量和外觀。例如,氮氣具有良好的抗氧化性能,在激光焊錫過程中,以適當的流量(如 5 - 15L/min)噴射在焊接區域周圍,可以在焊錫表面形成一層保護膜,減少氧化物的生成。
想要獲得一個優秀的焊接品,這些激光焊接的參數都是必不可少的,并且要精細化控制,使得焊接的良品高。


